
In this post, you learn the grinding machine and grinding machine operation, types of grinding wheel and more.
Grinding Machine
Contents hide
1. Grinding Machine
2.Hardness Comparison of Abrasive Material
3.Cost of Grinding Wheel
4. Life of Grinding Wheel
5. Selection of Abrasives in Grinding
6.Silicon carbide
7. Aluminium oxide
8. Selection of Grinding Wheels
9. Bond and Types of bond
10. Vitrified Bond
11. Silicate Bond
12. Shellac Bond
13. Rubber Bond
14. Resinoid Bond
15 Wheel Grit, Grade and Structure
16. Grit
17 .Grade
18. Structure
19. Balancing, Dressing, and Truing of Grinding wheels
20 . Balancing
21. Dressing
22. Truing
23. Grinding Machine Operation
24. Surface Grinding
25. Cylindrical Grinding
A grinder is commonly used to precisely shape and finish the given materials with low surface roughness and high surface quality. Grinding machine is a type of machine used to grind the workpieces. It basically uses emery or an abrasive wheel as the cutting tool.
The grinding process is truly a chip producing machining process. The rough surface of the abrasive wheel spreads into small portions of the workpiece as required. It is also known as a grinder.
The grinding process is capable of producing very accurate sizes, equally accurate geometry like flatness or circle and extremely good surface finish. It is capable of machining hardness high-speed steel, which cannot be done by other machining processes.
Abrasives wheels are the impure form of aluminium oxide. A grinding wheel or bonded abrasive is made up of thousands of tiny abrasive particles insert in matric calls as ‘bond’.
In bonded abrasives, porosity is essential to provide clearance for the chips being produced and to provide cooling, otherwise chips would interfere with the griding process.
Hardness Comparison of Abrasive Material
An abrasive is a second hardest material, compared to diamond.
Aluminium oxide (hardness of 2000-3000)
Silicon carbide (hardness of 2100-3000). These are the perfect examples of conventional abrasives.
The cubic boron nitrite (hardness of 4000-5000)
Diamond (hardness of 7000-8000) comes under the category of super abrasives.
In addition to hardness, an important characteristic called friability. Friability is the ability of abrasive grains to fracture (break) into small pieces. High friability indicates low strength or low fracture resistance of the abrasive.
For example, aluminium oxide has a lower friability than silicon carbide and has fewer tendencies to a piece. Bonded abrasive are marked with a standardization system of letters and numbers, indicating the type of abrasive, grain size, grade, structure, and bond type.
Cost of Grinding Wheel
The cost of grinding wheel depends on the type of size of the wheel.
Small wheels of 25mm diameter cost up to 10$ for conventional abrasive and for diamond up to 200$.
Large wheel of 500mm diameter and 250mm width, the cost is about 8000$ to 20000$.
Life of Grinding Wheel
When a grinding wheel is applied to the workpiece, the sharp edges of the abrasive grains which are cutting, will, in the end, lose their cutting effect and become dull.
At that stage, the abrasive grains should either split or form new edges or it should break away from the wheel exposing the next layer of grains to do work.

If the dulled grains stay in the wheel, they simply keep on rubbing on work without actually cutting. This defect is known as ‘glazing’. If on the other hand, the abrasive grains break away from the wheel or split prematurely, before becoming dull, it causes a reduction in life of the grinding wheel.
Selection of Abrasives in Grinding
- Emery and corundum are no longer used in modern grinding wheels.
- instead, artificially manufactured abrasives are used due to their high purity. And they include silicon carbide and aluminium oxide.
1. Silicon carbide
- Silicon carbide is greenish-black in colour.
- It is harder and more brittle than alumina. For this reason, it is used for grinding materials of low grinding resistance like cast iron, brass, and copper.
- The code for silicon carbide is C.
2. Aluminium oxide
- It is reddish-brown in colour.
- Aluminium oxide abrasive is more suitable for grinding most steels because of its greater toughness to cope with increased grinding resistance offered.
- Aluminium oxide wheels it is A.
The abrasive, the performance of grinding wheels also depends on many other factors. It is important that a suitable grinding wheel is selected for particular applications.
Selection of Grinding Wheels
It means choosing the most appropriate wheel for a particular grinding machine operation. Wheel selection would depend on what abrasive is required, and characteristic of the wheels and also on operating conditions like a wheel and work speed, type and conditions of machines used.
Thumb rule is to use a hard wheel for soft material and soft wheel for hard material. A hard wheel retains the abrasives as they do not get dulled easily on soft materials.
Bond and Types of bond
Bond refers to the substance of which the matrix of the grinding wheel is made. The following bonds are generally used in the manufacture of grinding wheels. The bond hardness or grade is usually represented by the letters of the English alphabet.
A represents the very soft grade, while Z is very hard M and N represent medium grade hardness.
- Vitrified Bond
- Silicated Bond
- Shellac Bond
- Rubber Bond
- Resinoid Bond
1. Vitrified Bond
- It is denoted by letter V.
- About 80% of the wheels used in the industry are of this bond.
- It is also called as ceramic bond.
- They are strong, stiff, porous, and resistant to oils, acids, and water. They are brittle and lack resistance to mechanical and thermal shock.
2. Silicate Bond
- It is denoted by letter S.
- Silicate of soda (commonly known as water glass) is the main component of this bond.
3. Shellac Bond
- It is denoted by letter E.
- Shellac (a naturally available material) is the main component of the bond.
4. Rubber Bond
- It is denoted by letter R.
- This process consists of mixing crude rubber, sulfur, and the abrasive grains together, rolling the mixture into sheets, cutting out circles and heating them under pressure to vulcanize the rubber.
- The wheels can be made like this and can be used as saws for cutting-off operations.
5. Resinoid Bond
- It is denoted by letter B.
- Resoniod bonding materials are thermosetting resins, and the bond is an organic compound, so the wheels with resinoid bonds are also called as organic wheels.
- Some of these wheels are made from bakelite and other resinous material.
Wheel Grit, Grade and Structure
1. Grit
Grit indicates the size of the abrasive grain. It is indicated by a number. Higher the number, smaller the size of grains. Abrasives finer than 200, are called “flours” designated as F, FF, and FFF.
The finer abrasive used as jewellers. For the fine finish of ground surface,
- smaller grit size abrasive wheels are used. But their metal cutting capacity is limited.
- Large size abrasive wheels, finish is rough but metal removal rate is higher.
2. Grade
The degree of hardness possessed by the bond is called the grade of the wheel and indicates the strength of the grip with which the abrasive grains are held in the bond.
It indicates the type and the amount of bond in the wheel. It is also referred to as the hardness of a bonded abrasive. A hard wheel has a stronger bond and a larger amount of bonding material between the grains than a soft wheel.
3. Structure
Structure of a bonded abrasive is a measure of the porosity (spacing between the grains). The structure of the bond material in a wheel varies from about 10% to 30% of its total volume. Structure of the bond depends upon this percentage.
If the abrasive grains are too strictly packed, the percentage of bond material will be on the lower side this is called a closed structure. If the abrasive grains are less strictly packed in the same volume, the wheels are called an open structure.
The structure is indicated by a number varying from 1 (very closed structure) to 15 (very open structure. On every grinding machine wheel, the manufactures are limit to give the following information. in specified sequence about the,
- Abrasive used (A or C)
- Grit number (ex: 46)
- Grade ( A to Z)
- Structure (1 to 5)
- Bond type (by letters)
In addition, the manufacturer is free to supply some additional information with the above information.
Balancing, Dressing, and Truing of Grinding wheels
1. Balancing
A grinding wheel is a fragile tool which is to be used to get perfect service. proper mounting and balancing of the wheel are very important.
Balancing is needed as wheels revolve at higher speed (many thousand r.p.m.) and any unbalanced centrifugal forces may crack the wheel or spoil and bearing.
2. Dressing
The dressing is the process of producing sharp edges on grains, conditioning worn grains on the surface of a grinding wheel. It is required when the wheel is dull or tired.
3. Truing
The Truing is like a dressing operation by which wheel comes back to its original shape, thus around the wheel is dressed to make its circumference a true circle.
Truing is done during fitting fresh wheel and also it is necessary after the wheel has been in use for some time, to correct the non-uniform wear on its face.
For softer wheels, truing and dressing are done separately and for harder wheels, both are done at the same time. The truing or dressing up of grinding wheels are normally done by a diamond tool. Being harder, it is able to cut through, the
Grinding Machine Operation
The common grinding machine operation are surface, cylindrical, internal and centreless grinding. Now let us discuss each one by one,
1. Surface Grinding
It involves grinding flat surfaces. Here the workpiece is fitted with a magnetic chuck attached to a work table of the grinder. Non-magnetic are held by vices or fixtures. A straight wheel is mounted on the horizontal spindle of the grinder.
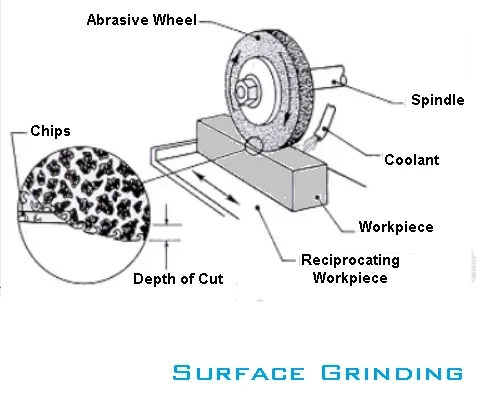
Transverse grinding occurs as the table reciprocates longitudinally and feeds laterally after each stroke.
12. Cylindrical Grinding
In this, the operation is carried out on a cylindrical grinding machine which is made in two varieties “plain” and the “universal” type. The fundamental design is the same in both cases, but the universal machine can be adapted for internal grinding operation as well.
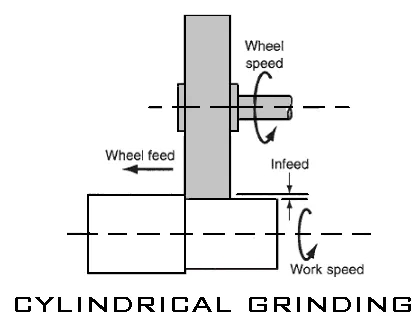
In cylindrical grinding machine operation, the work is mounted between two centres and is rotated. A grinding wheel is mounted on a spindle and revolves at a higher speed than the work. The depth of cut is very small, about 0.015 mm.
The work centres are mounted on a table which can transverse at various feeds so that the entire length of the work passes to and fro in front of the wheel.
When the entire work has passed in front of the wheel, the wheel advances forward by another 0.015mm at the end of the transverse and so the cycle of machining goes on until the desired diameter of the workpiece is reached. The result is a long cylinder of the perfectly circular profile with a very fine surface finish.
3. Internal Grinding
The Internal grinding operation means, grinding of internal holes or bores. Internal grinding is designed to grind the surface of bores, whether plain or tapered with the help of a small grinding wheel mounted on a long slender spindle which can enter in the bore.
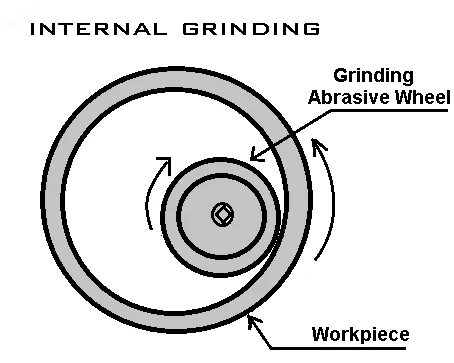
It is capable of giving improved geometry of the hole as well as the surface finish. This operation is performed on specially designed internal grinding machines. For internal grinding, a softer wheel is generally preferred.
4. Centreless Grinding
It is a high production process for continuously grinding cylindrical surfaces in which the workpiece is supported not by centres or chucks, but by a blade. Parts with the diameter as small as 0.1mm can be ground by this method.
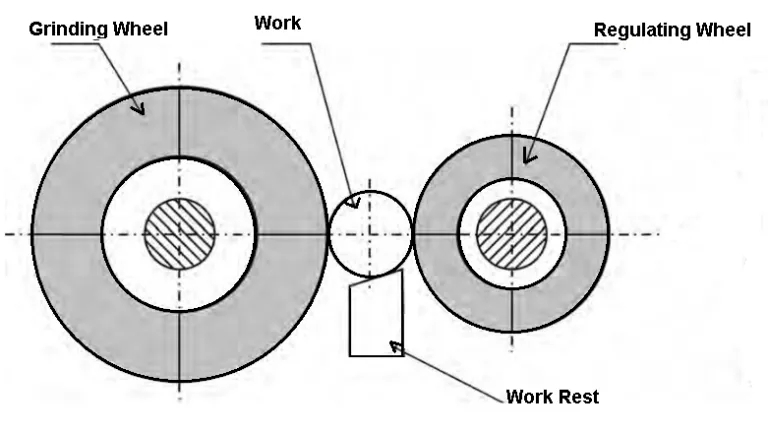
surface speed of the wheel is about 10000m/min using cubic boron nitride abrasive wheels. Parts such as roller bearing, piston pins, engine valves, and camshafts are made by centreless grinding.
The feed-in case of centreless grinding is given as,
S = ΠDN sinα
Where,
- S = Feed
- D = Diameter of regulating wheel
- N = Speed in r.p.m
- α = Angle of tilt.
Types of Centreless Grinding
The following are the three type of centreless grinding,
- Through feed
- Infeed
- End feed
1. Through Feed
In this type of grinding the whole length of the bar or shaft is grinded which is placed on the work rest. The amount of material removed is 0.02 to 0.3mm.
2. Infeed
This type of grinding is used to grind parts that require multiple profiles to be grinded at the same time. The regulating wheel is moved backwards to place the workpiece on the work rest. This type of grinding is mainly used for formed grinding stops are provided at both the ends.
13. End Feed
In this type of grinding the tapered parts are grinded either the grinding wheel or the regulating wheel will have a tapered form.
Advantages of Centreless Grinding
- A true floating condition exit so that little amount of material is removed.
- There is no deflection of the work and small fragile workpiece can be grinded easily.
- The process is continuous and used for production work.
- No extra attachments such as centres, chucks are required.
- The size of the work is easily controlled.
- unskilled labour is required.
Disadvantages of Centreless Grinding
- There is no concentricity when hollow workpieces are grinded.
- The workpiece having multiple diameters cannot be grinded easily.

